Для обеспечения нормального и длительного функционирования трубопроводов необходимо заранее позаботиться о нескольких важных деталях:
- Во-первых, в системе трубопроводов все трубы должны быть качественно соединены между собой;
- Во-вторых, нужно обеспечить столь же качественное соединение труб с соединительными деталями, фитингами, арматурой, компенсаторами и т.д.;
- В-третьих, немаловажную роль играет правильный выбор конструкции трубопровода.
К соединениям труб предъявляются особые требования, наиболее важными из которых являются:
- Прочность для того, чтобы можно было эксплуатировать трубопровод под давлением;
- Плотность;
- Стойкость к воздействиям внешних факторов и агрессивных сред;
- Простота и скорость установки.
Резьба
Резьбовые соединения являются одними из самых древних. Используются они только на круглых трубах. По направлению кручения различают правую и левую резьбу. Вторая используется редко, только в специальных случаях.
Данный вид стыка пригоден для воды, газа, нефтепродуктов.
Сами концы скручиваются с помощью дополнительных деталей муфт фитингов.
Муфты бывают обычные с внутренней резьбой с двух сторон. А также бывают комбинированные, с одной стороны внутренняя, с другой – наружная.
Резьбовое соединение стальных труб
Полипропилен
Для полипропиленовых водопроводов также употребляется два метода соединения.
Сварка
Как соединять пластиковые водопроводные трубы посредством низкотемпературной сварки?
Вот перечень нужных инструментов.

| Инструмент | Функции |
| Низкотемпературный паяльник (240 — 260С) с набором насадок | Оплавление поверхностей соединяемых элементов |
| Торцовочный нож | Резка труб по размерам |
| Калибратор | Снятие фаски |
| Шейвер, торцеватель | Зачистка алюминиевого армирования снаружи трубы и между слоями полипропилена соответственно |
Фактически разработка такова:
- Паяльник комплектуется насадкой соответствующего размера и разогревается до рабочей температуры.
- Труба отрезается по размеру торцовочным ножом.
- Калибратором с трубы снимается наружная фаска.
- Алюминиевая фольга (при армированной ей трубы) удаляется из поля сварки. Она может привести к расслоению материала и разгерметизацию соединения.
- фитинг и Труба совмещаются с насадкой на пара секунд и по окончании оплавления соединяются плавным возвратно-поступательным перемещением. По окончании маленькой выдержки застывший пластик фактически не уступает прочностью монолитному участку трубопровода.
Пуш-фитинги
С их помощью возможно выполнить соединение пластиковых водопроводных труб без сварки. Пуш-фитинг — это несложная конструкция с стопорным и кольцевым уплотнителем нержавеющим колечком с лапками, предотвращающими обратный движение трубы; окончательная фиксация обеспечивается накидной гайкой с конической внутренней поверхностью.
Как соединить пластиковые водопроводные трубы посредством пуш-фитинга?
- Труба с упрочнением вставляется в фитинг с ослабленной гайкой.
- Гайка затягивается от руки до упора.
Полезно: в продаже, пускай достаточно редко, возможно встретить пуш-фитинги и для металлопластика.
Подробное описание каждого способа
Резьбовое
Выполнятся несколькими способами, самый распространенный – сгон.
Выполнить эту работу помогут такие инструменты:
- Трубный, гаечный ключ.
- Муфта с внутренней резьбой.
- Уплотнители для герметизации. Может быть: пеньковая веревка, лента ФУМ или герметик.
- Контргайка.
Две трубы имеют наружную резьбу. Наносим на них герметик. На одной длина резьбы больше чем на другой. Туда где больше витков накручивается гайка, до конца. Потом муфта. Затем накручиваем её на вторую часть, походу скручивая с первой. Когда муфта перестанет накручиваться, подпираем контргайкой. Затягиваем ключами, осторожно, что бы ни лопнула муфта.
Фланцы
Для фланцевого стыка потребуется:
- два фланца;
- паронитная прокладка;
- болты, шайбы, гайки;
- ключи;
- ручная дуговая сварка;
- уровень.
Надо приварить фланцы. Не допускать смещения, они должны быть в одной плоскости.
Ловим с помощью уровня горизонталь. Прикручиваем два болта в верхние отверстия. Надеваем деталь на край тубы, так чтобы болты были вверху. Ставим на них уровень и ловим положение пузырька между полосок посередине. Когда поймали, делаем прихватку сваркой на верхней точке. Горизонтальная плоскость готова.

Переставляем уровень, в вертикальное положение, прислонив его к зеркалу фланца. Ловим уровень, слегка регулируя нижний конец фланца который еще не прихвачен. Установив вертикал, поставили вторую прихватку. И затем еще две получив четыре равномерных участка.
Затем сварщик обваривает фланец с двух сторон. Аналогично проделываются манипуляции со второй трубой.
После сварки получим две трубы, которые можно соединить. Снизу в отверстия просовываем четыре болта, немного закручиваем. Делаем зазор, вставляем прокладку. Вставляем еще четыре болта, все закручиваем.
Подклейка
Этот способ в металлических деталях применяется очень редко. Сам процесс не требует особого навыка от человека, но занимает очень много времени.
Для этой работы требуется:
- клей. БФ-2 или 88Н или ЭДП;
- кисточка.
Перед тем как клеить детали сначала наносят первый слой на их поверхности и дают обсохнуть. Этот слой будет скрепляющим. У каждого клея в инструкции написано время сушки. Дальше мажут второй слой и детали укладывают под пресс на сутки и даже более. Все зависит от клея.
После зачистить шов от подтека клея.
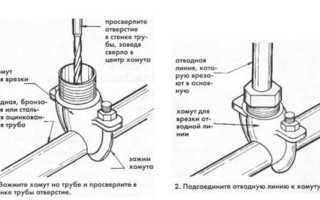
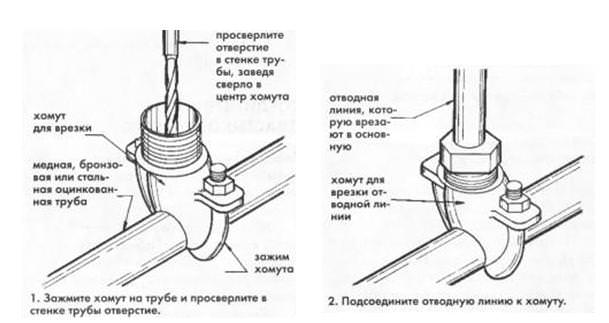
Обжимные соединители для стальных труб
Сварка
Сварочный процесс используется практически во всех состыковках металлических труб.

Для того чтобы получить шов применяют такие способы сварки, как:
- газовая;
- электродуговая;
- контактная.
Газовая сварка служит для получения неразъемных соединений в трубах малого диаметра с минимальной толщиной.
Сваренная таким способом, она может проводить и воду. Главное после сварки провести испытания швов на герметичность.
Пост газовой сварки состоит:
- баллона кислорода;
- ацетилена;
- резиновых шлангов;
- горелки.
Контактная сварка мало применяется. Больше этот способ зарекомендовал себя в работе с пластиковыми трубами.
Самый ходовой способ получения неразъемных соединений электродуговая сварка, делится:
- ручную
- полуавтоматическую в среде защитных газов
При строительстве трубопроводов соединения получают только сварочным путем. Важной частью является подготовка стыка к сварке.
Труба должна соединяться с другой:
- без переломов и смещений;
- стык должен быть зачищен;
- сделать фаску;
- выставить зазор 1-3 мм.
Необходимое оборудование для сварки:

- электроды;
- источник питания (трансформатор или выпрямитель);
- кабеля;
- средства индивидуальной защиты сварщика спецовка, рукавицы, щеток.
Пайка полиэтиленовых труб встык и с помощью электромуфты
Раструб
Данный вид соединения получил широкое применение в чугунных трубах для нефтегазодобывающей промышленности, жилищно-коммунальном хозяйстве. Один из самых простых вариантов неразъемных стыков.
Основным процессом получения стыка является заделка зазора между раструбом и поверхностью конусной трубы. Для этого используется цементный материал.
Сначала в раструб вставляют ответную трубу и потом уплотняют конопаткой, герметичный материал. После разводят раствор цемента плотно чеканят им зазор.
Для заделки раструба применяют цемент марки 300—400, который тщательно перемешивают с водой в пропорции девять частей цемента на одну часть воды. Раструб заполняют цементным раствором с помощью совка и начеканивают чеканкой до тех пор, пока последняя не начнет отскакивать от цемента.
Прессование
Этот способ получения неразъемного шва стал нужным при соединениях малого диаметра из цветных металлов. Обычная электродуговая сварка не способна по своим техническим параметрам сварить такие металлы, поэтому в этом случае нашли другой подход.
Для того чтобы выполнить сварку, нужно подготовленный конец вставить до упора в фитинг. Потом обработать его поверхность ручным или гидравлическим прессом.
Для состыковки таких тонкостенных труб цветного металла используют пресс-фитинги с обжимными гильзами. Они выполняют обжим во внутренней части трубы, а наружные уплотнители обеспечивают стыку герметичность.
Медь
Бронзовая труба соединяется двумя методами.
Пайка
- Конец одного из соединяемых элементов развальцовывается.
- конец и Раструб второй подробности зачищаются от окислов.
- По окончании прогрева в пламени горелки в раструб вводится пруток припоя. Благодаря капиллярному эффекту он быстро заполняет полость между соединяемыми элементами.
Компрессионный фитинг
Наровне с пайкой при сборке бронзового водопровода своими руками может употребляться два типа компрессионных фитингов.
- Для неотожженной трубки употребляется аналог быстрозажимного фитинга для металлической трубы. Уплотнение обеспечивается резиновым кольцом.
- Мягкая отожженная медь развальцовывается и обжимается накидной гайкой на упорном кольце конического сечения.
Преимущества и недостатки каждого способа
Резьба
Преимущества:
- надежность;
- удобство сборки, возможность разборки;
- малая стоимость.
Недостатки:
- напряжение во впадинах резьбы, повышает усталость материала, снижая его прочность;
- необходимость применения средств стопорения, для предотвращения откручивания рабочего элемента.
Фланцы
Достоинства:
простота и удобство многоразового соединения и разъединения.
Отрицательные свойства:
- большая трудоемкость при изготовлении, следовательно, высока цена;
- при длительной эксплуатации снижение места его соединения, потеря герметичности.
Подклейка
К плюсам этого способа можно отнести его не трудоемкий процесс, не требующий больших умений и усилий.
Но ожидание склеивания иногда достигает трех суток, что не всегда удобно.
Такой вид соединения нельзя отнести к надежным способам.
Сварка
Преимущества:
- надежность;
- долговечность;
- герметичность;
- возможность соединения деталей любых форм.
Недостатки:
- возникновение остаточных напряжений;
- возможность изменения геометрии;
- риск разрушения при вибрационных и ударных нагрузках.
Раструб
В сравнении со всеми видами раструбные имеют преимущество в низкой стоимости возможности небольших осевых и боковых перемещениях трубы, что очень полезно при температурных изменениях и усадки почвы.
Отрицательный показатель заключен в трудности разъема соединения и недостаточной надежности при повышенном давлении.
Прессование
Общим положительным фактором является отличное самоцентрирование стыкуемых деталей, устойчивое состояние при ударных нагрузках. Простотой и не трудоемкий процесс.
Не поддаются обратной разборке или смещению друг друга. Вот несколько недостатков этого способа.
Способы соединения металлических труб
Классификация
Виды классификации фитингов:
- по материалу изготовления;
- по способу монтажа.
По материалу изготовления
Современные соединители выпускаются из следующих материалов:
- Медь. Муфты, тройники, уголки под капиллярную пайку. Имеют простую форму, состоят из одной детали. Из меди не выпускают никакие изделия с резьбовой частью – металл слишком мягкий.
- Латунь Когда говорят о металлических фитингах, обычно подразумевается латунь. Это прочный сплав, достаточно твердый для нарезки резьбы, в то же время нехрупкий, пластичный, устойчивый к гидравлическим ударам. Долговечность латуни составляет от 20 и до 30–50 лет в зависимости от условий эксплуатации. Если нет постоянных толчков и смещений, то недорогие латунные изделия простоят долго. Латунь устойчива к высоким температурам, темнеет со временем, поэтому ее часто покрывают никелем или хромом.
- Бронза. Ее свойства аналогичны латуни. Такие элементы встречаются редко, они стоят дороже латунных.
- Сталь, чугун. Стальные фитинги встречаются редко, чугун – практически анахронизм. Современные стальные соединители обязательно покрывают никелем, хромом или хотя бы цинком для защиты металла от коррозии. Применяют сталь редко и только на стальных трубопроводах. Срок службы стальных изделий с покрытием – до 20 лет, прочность выше, чем у латунных.
- Пластиковые переходники. ПП изделия под пайку, ПВХ под склеивание, ПЭ с цанговыми зажимами. Еще применяются очень дорогие терморезисторные муфты (для ходовых диаметров 15–40 мм не выпускаются). ПЭ, ПП неустойчивы к ультрафиолету; ПВХ, ПЭ неустойчивы к повышенным температурам, не применяются для систем отопления.
- Комбинированные конструкции состоят из пластиковой муфты с впаянной металлической резьбой или патрубком с накидной гайкой-американкой. Свойства таких переходников определяются свойствами пластмассы. Для меди существует свой вариант – на медный патрубок под пайку закреплена гайка-американка.
По способу монтажа
По способу монтажа фитинги бывают разъемные или неразъемные.
Некоторые виды пластика монтируются только на неразъемные фитинги – полипропилен, например; для фитингового соединения трубопроводов из полиэтилена или поливинилхлорида можно использовать как разъемные, так и неразъемные соединители.
Медные трубопроводы собирают пайкой либо компрессионными и пресс-фитингами. Компрессионные соединители относятся к разборным.
Способы соединения металлических труб с пластиком
Области применения:
- ремонт, замена старого трубопровода;
- строительство, при монтаже газопровода используют пластиковые трубы, но в жилом помещении газ должен быть только в металлических трубах.
В таких случаях используют несколько вариантов соединения:
- Сварочно-резьбовое. В данном случае используют комбинированные муфты. Здесь одна сторона имеет резьбу, другая муфту. Резьба соединяется с металлическим концом. Другая сторона с пластиковым концом. Такие переходники применяются для малых диаметров.
- Фланцевое. Для больших диаметров используют фланцы. В некоторых случаях применяют металлорукава.
Список материалов
Для начала отыщем в памяти, какие конкретно виды труб употребляются при сооружении водопроводных сетей.
- Тёмная сталь. Сейчас она потеряла былую популярность из-за распространения полимерных материалов, но все еще не сдает своих позиций благодаря большой механической прочности.
Стоит уточнить: в сетях централизованного водоснабжения штатное давление образовывает 3 — 6 кгс/см2. Но во многих случаях (резкое открытие запорной арматуры либо ее неисправность на протяжении опробований теплотрассы на плотность) вероятно короткое превышение этого значения — впредь до 12 — 20 кгс/см2.
- Металлическая оцинкованная труба. Она выгодно отличается от тёмной стали коррозионной стойкостью.
- Гофрированная нержавейка.
- Медь.
- Металлопластик — трехслойная конструкция из сшитого алюминия и полиэтилена, снабжающего механическую прочность.
- Полипропилен (без армирования; армированный фиброй; армированный алюминиевой фольгой).
- Полиэтилен, употребляющийся только на холодном водоснабжении из-за ограниченной термостойкости.
Как соединить водопроводные трубы в каждом конкретном случае?
Советы и рекомендации
- При работе с чугунными трубами надо помнить о том, что они хрупкие. Для чеканки и прессовки используйте резиновые молотки.
- Если монтаж раструбного стыка выполняется на улице в жаркую погоду, то когда цемент будет в зазоре, предлагается уложить на него влажную тряпку. Для того, что бы цемент ни трескался.
- При газовой сварке применяется горючий газ ацетилен. Его при желании можно поменять на пропан, который дешевле и безопасней.
- Когда ведется строительство трубной системы водо- или газоснабжения старайтесь сварить сначала поворотные стыки, а после когда вся конструкция собрана, последним заварите неповоротный стык.
- Закручивая болты на фланцах нельзя перетягивать. Возможно сорвать резьбу, это относится и резьбовым соединениям.
Металлопластик
Металло-пластиковые соединители и водопроводные трубы для них смогут монтироваться двумя методами.
Компрессионные фитинги
Откалиброванная труба со снятой фаской хорошо надевается на штуцер фитинга поверх пары уплотнительных резиновых колечек. После этого к фитингу последовательно сгоняются накидная гайка и разрезное кольцо с коническим внутренним сечением. Наворачиваясь на резьбу, гайка при помощи разрезного кольца обжимает трубу на фитинге.
Данный тип соединений считается менее надежным, потому, что через пара охлаждения и циклов нагрева часто позволяет течь.
На практике обстоятельство неисправностей неизменно одинаковая — неотёсанное нарушение разработки монтажа.
- Для резки вместо торцовочного ножа употребляется простая ножовка по металлу.
- На торце трубы не снимается внутренняя фаска.
- Труба не калибруется, сохраняя круглое сечение, купленное при сматывании в бухту.
В следствии кольцевые уплотнители при сборке вырываются из гнезд и смещаются к упорной фторопластовой прокладке фитинга. Герметичность обеспечивается прижимом к штуцеру эластичного полиэтилена, который по окончании нескольких охлаждения и циклов нагрева частично выдавливается из места громаднейшего сжатия. Благодаря этого требуется пара подтяжек соединения — , пока к фитингу не будет прижат алюминиевый сердечник.
Пресс-фитинги
Все отличие от прошлой схемы — в том, что тут труба обжимается на фитинге гильзой из нержавеющей стали посредством особых клещей.
Запрессованные соединения фактически не текут, потому, что:
- Углубления под кольцевые уплотнители сделаны более глубокими; как следствие — их куда тяжелее оторвать при сборке.
- Применение дорогостоящих (приблизительно от 5000 рублей) клещей располагает монтажника не экономить и на других инструментах. В частности, труба режется не ножовкой, а торцовочным ножом; калибровкой трубы и снятием фаски специалисты также в большинстве случаев не пренебрегают.